LA 2379 - Acier pour travail à froid LA2379-5061
EN X153CrMoV12 (Ancienne AFNOR Z160CDV12) - W.Nr 1.2379 - AISI D2


Applications industrielles
Moules et éléments de moules matières plastiques abrasives.
Lames de cisailles.
Outillages de découpe.
Outillages d’emboutissage.
Cales, galets, pièces d’usures.
Composition chimique en % suivant norme ISO 4957
C | Mn | Si | Cr | Mo | V | S | P | Fe | |
Mini | 1,45 | 0,20 | 0,10 | 11,00 | 0,70 | 0,70 | - | - | Base |
Maxi | 1,60 | 0,60 | 0,60 | 13,00 | 1,00 | 1,00 | 0,030 | 0,030 | Base |
Propriétés physiques à 20 °C
Densité : 7,85
Module d'élasticité E : 210 000 N/mm²
Coefficient de poisson V : 0,3
Coefficient moyen de dilatation en m/m* °C
entre 20 °C et 100 °C : 11,2 x 10-6
entre 20 °C et 200 °C : 11,5 x 10-6
entre 20 °C et 400 °C : 12,3 x 10-6
Conductivité thermique à 20 °C en W (m*k) : 16
Magnétique
Points de transformation
- Ac1 : 810 °C, - Ac3 : 845 °C.
Forgeage
1100 °C - 900 °C suivi d’un refroidissement lent et piloté.
Recuit
750 °C.
Etat de livraison
Acier livré à l’état recuit ≤ 255 HB.
Contrôle US suivant EN 10228-3 Classe 3.
Aptitudes d’emploi
Selon traitement thermique réalisé et caractéristiques mécaniques recherchées :
- Acier d’outillage fortement allié utilisé dans les métiers du moule métallique pour transformation des matières plastiques, de la découpe, de l’estampage et de l’emboutissage à froid.
- Grande intensité de trempe.
- Grande résistance à l’usure.
- Grande aptitude aux nitrurations et aux traitements de surface.
- Tenue à la corrosion moyenne.
Aptitudes au polissage
Apte au polissage 'brillant 6 microns'.
Traitement thermique
Trempe : - préchauffage à 750 °C,
- chauffage à 1050 °C,
- trempe à l’huile chaude ou en bains de sels ou sous pression de gaz.
Revenu : A partir de 150 °C selon les duretés et caractéristiques recherchées.
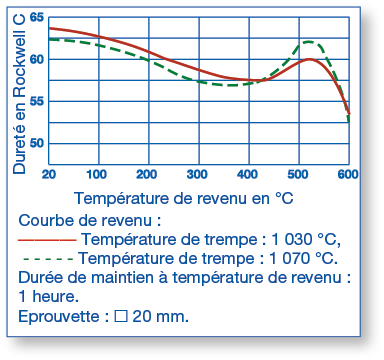
Courbe de revenu
Echantillons traités sur éprouvettes d’épaisseur 25 mm.
Aptitude au soudage
Apte au soudage TIG et laser.
Baguette WRLA7 Ø 1,6. Code Lugand : 43 05 125.
Sections disponibles en mm
| 15 | 20 | 25 | 30 | 35 | 40 | 45 | 51 | 56 | 61 | 65 | 71 | 76 | 81 |
86 | 91 | 102 | 122 | 131 | 152 | 162 | 172 | 182 | 202 | 212 | 232 | 252 | ||
| 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 150 | 400 | ||||
| ||||||||||||||
30x20 | ||||||||||||||
40x20 | 40x30 | |||||||||||||
50x20 | 50x30 | 50x40 | ||||||||||||
60x20 | 60x30 | 60x40 | 60x50 | |||||||||||
70x20 | 70x30 | 70x40 | 70x50 | 70x60 | ||||||||||
80x20 | 80x30 | 80x40 | 80x50 | 80x60 | 80x70 | |||||||||
90x20 | 90x30 | 90x40 | 90x50 | 90x60 | 90x70 | 90x80 | ||||||||
100x20 | 100x30 | 100x40 | 100x50 | 100x60 | 100x70 | 100x80 | 100x90 | |||||||
110x20 | 110x30 | 110x40 | 110x50 | 110x60 | 110x70 | 110x80 | 110x90 | 110x100 | ||||||
120x20 | 120x30 | 120x40 | 120x50 | 120x60 | 120x70 | 120x80 | 120x90 | 120x100 | 120x110 | |||||
130x20 | 130x30 | 130x40 | 130x50 | 130x60 | 130x70 | 130x80 | 130x90 | 130x100 | ||||||
140x20 | 140x30 | 140x40 | 140x50 | 140x60 | 140x70 | 140x80 | 140x90 | 140x100 | ||||||
150x20 | 150x30 | 150x40 | 150x50 | 150x60 | 150x70 | 150x80 | 160x100 | 200x110 | 250x150 |



Epaisseurs disponibles des tôles en mm
| 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | 70 | 80 | 90 | 100 | 110 |
120 | 130 | 140 | 150 | 200 | 250 |

Cas typiques de traitement
Recherche d’une dureté optimum (>62 HRC) :
- Préchauffage à 750 °C.
- Chauffage à 1075 °C.
- Trempe à l’huile chaude, ou en bains de sels,
ou sous pression de gaz.
- Passage par le froid à -76 °C.
- 1 revenu à 150 °C.
- Variante dans le cas de traitement suivi de dépôts PVD.
- Réaliser deux revenus successifs à 520 °C.
Recherche d’une bonne ténacité (53/56HRC) :
- Préchauffage à 750 °C.
- Chauffage à 1030 °C.
- Trempe à l’huile chaude, ou en bains de sels,
ou sous pression de gaz.
- Deux revenus successifs : premier revenu à 520 °C,
second revenu à 580°C.