LA 2344 ESR - Acier pour traitement thermique LA2344ESR-5003
EN X40CrMoV5.1 ESR (Ancienne AFNOR EZ40CDV5.1) W.Nr 1.2344 ESU – AISI H13 ESR Elaboration mode refusion par électrode consommable


Applications industrielles
Moules matières plastiques de grande dimension.
Moules injection sous pression des alliages légers.
Moules injection basse pression.
Outillages et matrices de forge à chaud.
Pièces de mécanique générale.
Composition chimique en % suivant norme ISO 4957
| C | Mn | Si | Cr | Mo | V | Ni | S | P | Fe | |
| Mini | 0,35 | 0,25 | 0,80 | 4,80 | 1,20 | 0,85 | - | - | - | Base |
| Maxi | 0,42 | 0,50 | 1,20 | 5,50 | 1,50 | 1,15 | 0,12 | 0,0010 | 0,010 | Base |
Propriétés physiques à 20 °C
Densité :7,85
Module d'élasticité E: 215 000 N/mm²
Coefficient de poisson V :0,3
Coefficient moyen de dilatation en m/m* °C
entre 20 °C et 100 °C : 10,9 x 10-6
entre 20 °C et 200 °C : 11,9 x 10-6
entre 20 °C et 400 °C : 12,7 x 10-6
entre 20 °C et 600 °C : 13,3 x 10-6
Conductivité thermique à 20 °C en W (m*k) :25
Magnétique
Points de transformation
Ac1 : 860 °C, Ac3 : 940 °C.
Forgeage
1100 °C - 900 °C suivi d’un refroidissement lent et piloté.
Recuit
780 °C.
Etat de livraison
Acier livré à l’état recuit ≤ 240HB. Contrôle US suivant EN 10228-3 Classe 4
Aptitudes d’emploi
Selon traitement thermique réalisé et caractéristiques mécaniques recherchées :
- Acier d’outillage fortement allié utilisé dans les métiers dumoule métallique pour transformation des matières plastiques, des alliages légers et la fabrication d’outillages et de matrices de forge à chaud.
- Très grande stabilité dimensionnelle.
- Grande résistance aux chocs et à la fatigue thermique.
- Bonne tenue à l’usure.
- Excellente aptitude aux nitrurations et aux traitements de surface.
- Tenue à la corrosion moyenne.
Aptitude au polissage
Apte au polissage type ‘glace 3 microns’.Se référer au tableau des correspondances des notes techniques en fin du catalogue.
Aptitude au grainage
La nuance LA2344 ESR est apte au grainage chimique et au grainage laser. Cette opération doit être précédée d’un test sur éprouvette. En cas de demande particulière de spécification, nous consulter.
Traitement thermique
Trempe : - préchauffage à 750 °C,
- chauffage à 1030 °C,
- trempe à l’huile chaude, ou en bains de sels, ousous pression de gaz.
Revenu : - deux revenus successifs,
- premier revenu à 500 °C,
- deuxième revenu selon dureté recherchée,
- Pour obtenir la dureté maximum, réaliser deux revenus à 500 °C.
Courbe de revenu
Echantillons traités sur éprouvettes d’épaisseur 25 mm.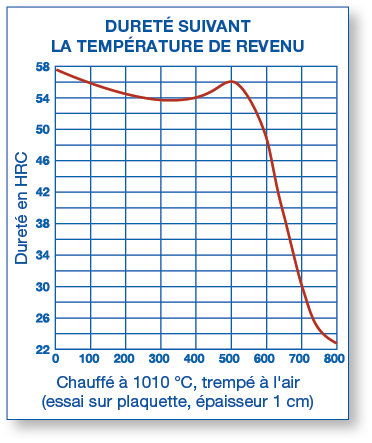
Aptitude au soudage
Apte au soudage TIG et laser.
Baguette WRLA4 Ø 1,6. Code Lugand : 43 05 005.
Sections disponibles en mm
 | 810 X 250 | 810 X 300 | 810 X 320 | 810 X 400 |